
一、 項目背景
本文主要介紹液態鋰電池金屬外殼的激光焊接過程和用臺達20PM的三軸螺旋插補功能實現該焊接的方法。鋰電池是一類由鋰金屬或鋰合金為負極材料,使用非水電解質溶液的電池。它廣泛應用于手機、筆記本計算機、數碼相機、電動工具、電動車等。按電解質材料不同,鋰電池可分為液態鋰電池和聚合物鋰電池;按外型,可分為方型、圓柱形鋰電池等;按外包裝材料,可分為鋁殼鋰電池、鋼殼鋰電池、軟包鋰電池等。
其中液態金屬殼鋰電池是一種常用的鋰電池類型。由于內含液體,帶有正極引入端的蓋板塞入金屬殼止口后,蓋板與外殼間的縫隙需要嚴格密封。由于激光焊接的熱變形極小,焊縫整齊美觀,且易與控制系統配合,實現自動焊接,因而常被用于鋰電池金屬外殼的焊接。
二 、鋰電池激光焊接過程
客戶鋰電池外殼截面形狀如下圖所示:
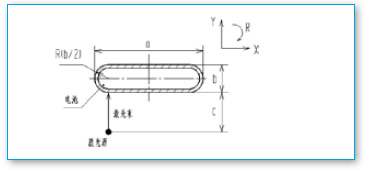
電池形狀由寬度a、厚度b決定,焊接時要求尺寸c保持恒定,即在激光束固定焦距上進行焊接。電池裝在X、Y工作臺上,可由R軸帶動旋轉。另包括送料軸。根據以上要求和條件,確定鋰電池外殼激光焊接過程如下:
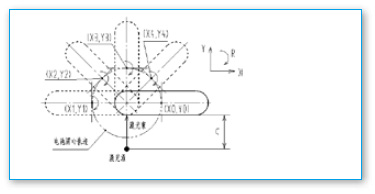
■ 回歸原點或準備好下一次焊接后,工件中心在(X0,Y0)。
■ 打開激光源,工件沿X-移動到(X1,Y1),R軸旋轉角度為0。
■ X、Y軸沿“電池圓心軌跡”與R軸進行順時針螺旋插補。
■ 重復上面1、2、3的動作,然后關閉激光源,即完成整塊電池的焊接。
■ 放料,取料。
■ 重復上面1、2、3、4、5的動作,焊接下一塊電池。
該設備分左右兩邊工位。每邊有獨立的上述四軸,當一邊上、下料時,另一邊進行焊接,兩邊動作交替進行。
三 . 臺達20PM應用配置
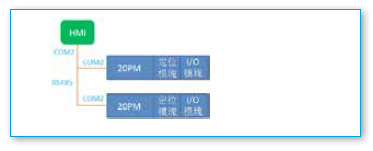
根據上述要求與過程,確定臺達20PM運動控制架圖如下:
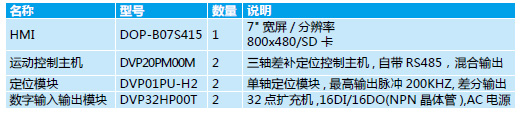
涉及產品型號列表如下:
HMI通過RS485接口連接兩臺20PM,通過20PM的不同站號進行訪問。
四、20PM實現三軸螺旋插補的主要過程
O100主程序中調用 OX0:
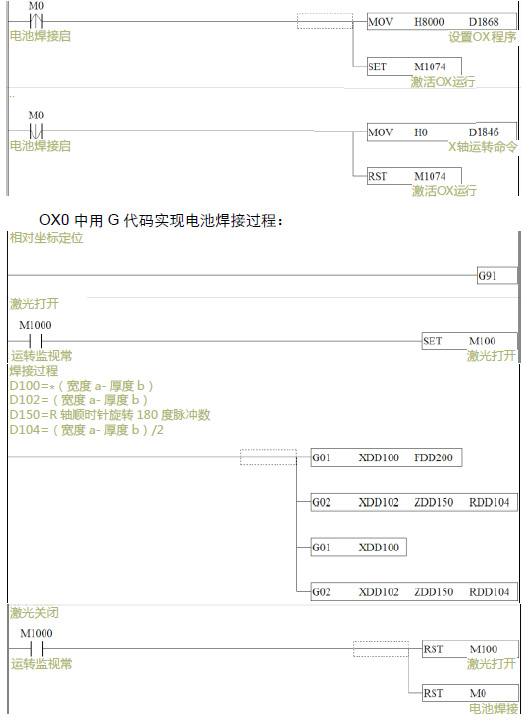
OX0中用G代碼實現電池焊接過程:
五 、項目總結
使用臺達20PM OX子程序中的G代碼或運動指令,能輕松實現液態鋰電池金屬外殼激光焊接所需的三軸螺旋插補運動,具有較好的市場推廣價值。

 川公網安備51012202001782
川公網安備51012202001782