
|
玻璃自動上料工作站
1 前言
在發達國家,機器人己廣泛地應用于工業、國防、科技、生活等各個領域。在現今的生活上,科技日新月異的進展之下,機械人手臂與有人類的手臂區別就在于靈活度與耐力度。也就是機械手的優勢可以重復的做同一動作在機械正常情況下永遠也不會覺得累!機械手臂的應用也將會越來越廣泛,機械手是近幾十年發展起來的一種高科技自動生產設備,作業的準確性和環境中完成作業的能力,工業機械手機器人的一個重要分支。
1.1 設計目標
a) 解決現階段玻璃磨邊生產過程中勞動過于密集;
b) 降低玻璃磨邊成本,提高產品競爭力;
c) 解放工人生產環境惡劣,高濕度、高噪音、高粉塵等;
d) 本次技改將解決三問題,分別是上料工位,玻璃翻邊工位,人工排布烘干工位。
上料工位:
e) 通過由機械手來代替人工,解放高危工種、實現更高的效率。
1.2 設計原則
1) 必須滿足客戶對產品功能和服務的要求。工程機械提供給客戶的不僅是產品的功能,還包括支持這些功能的售后服務。因此設計過程中既要針對產品的不同功能特點,又要使產品具有良好的維修方便性。
2) 符合國家的產業發展政策和有關的法令、法規。
3) 堅持標準化、通用化、系列化的“三化”原則。
4) 符合社會對環境保護的要求。
5) 符合技術創新的規律,重視對知識產權的保護。
6) 從企業的實際工藝水平和生產能力出發,強調設計與工藝、生產相結合。
1.3 設計依據和參考標準
1) 目前,國外已有各種專用和通用的裝配機器人在生產中得到應用,主要類型大致有直角坐標型、圓柱坐標型和關節型三大類。關節型裝配機器人又有垂直關節型(即空間關節型)和平面關節型(即SCARA型)兩種。具統計資料介紹,在這些裝配機器人中,平面關節型裝配機器人是應用數量較多且較為廣泛的一種裝配機器人。1991年世界上4萬余臺在生產上應用的裝配機器人中,SCARA機器人約占3/4左右。其主要應用領域為電子電氣業、家用電器業、精密機械業。從事印刷電路板上電子元器件的插入作業家用電器及儀器儀表的組裝作業:小型電器開關、接觸器等電器產品的組裝作業。
1.3.1 適用范圍
金杉玻璃自動上料工作站系統是對金杉小型長方體玻璃磨邊設備提供輔助機器人系統,本方案設計技術只能應用于金杉玻璃的小型長方體玻璃上料、旋轉和烘干前加工完成玻璃碼垛。
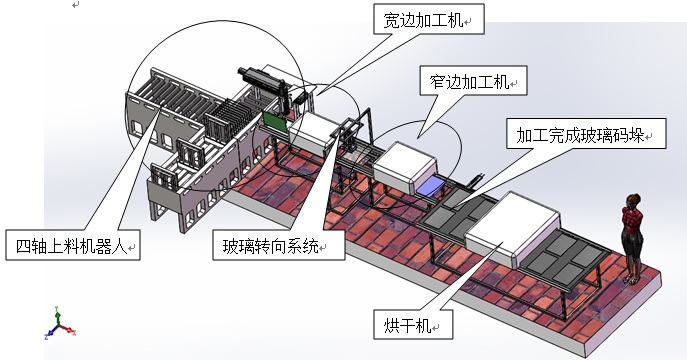
2 系統概述
玻璃自動上料工作站系統由三部分組成,分別是四軸上料機器人,控制中樞、氣動產品系統集成。總圖示意
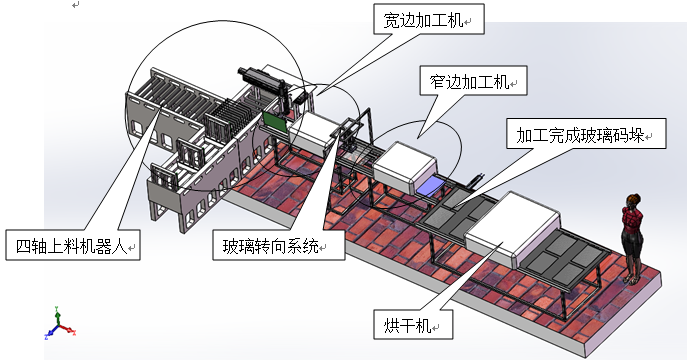
2.1 系統的主要功能
2.1.1 四軸上料機器人
四軸上料機器人負載將堆放好毛玻璃通過X軸、Y軸、Z軸和R軸搬運到寬邊磨邊機的傳送鏈上,由磨邊機進行位置調整,調整完成后進入寬邊加工件,對毛玻璃的4個面進行加工。X軸集成在上料滾筒輸送鏈上,實現料倉的自動進給和無間歇式換料。
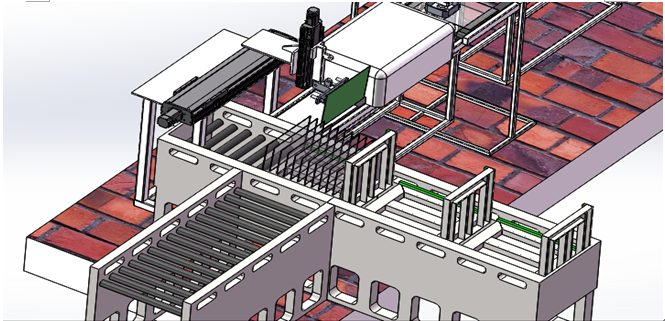
圖2.1
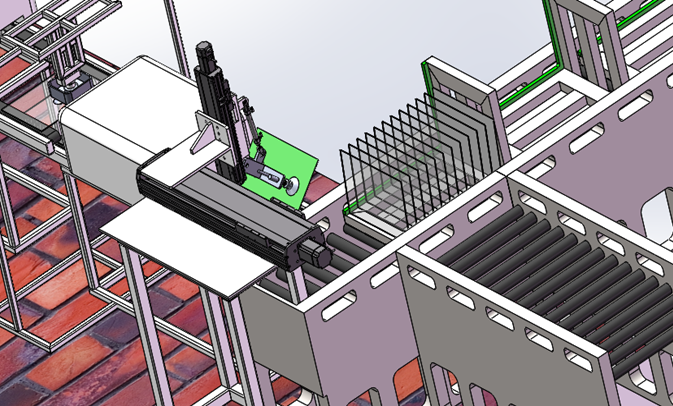
圖2.2
2.1.2 玻璃轉向系統
玻璃轉向系統巧妙的運用寬邊磨邊機與窄變磨邊機位置高差,通過一個頂升氣缸和擺動氣缸實現,機構防水防銹。
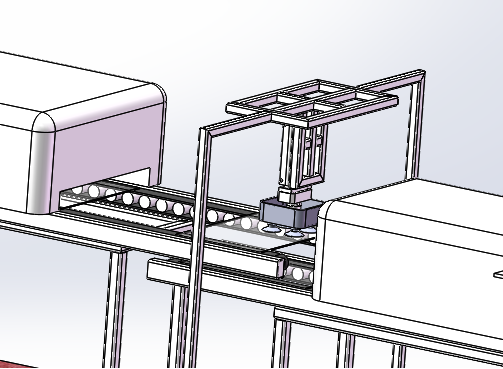
圖2.3
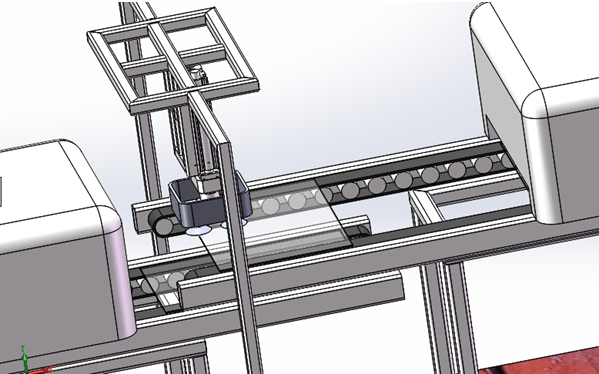
圖2.4
2.1.3 控制中樞系統
控制中樞是負責整個系統核心,由成都海科工控設備有限公司根據金杉玻璃提出的工藝要求結合我方的機構設計進行編寫。控制中樞由PLC、執行器(電機、氣缸等)、信號采集器等組成,然后由我方進行程序的開發。
2.1.4 玻璃碼垛排序
磨邊完成的玻璃即將進入烘干設備,為得到更高效率,所有生產出來的玻璃成對進入烘干箱,我方提供簡易玻璃碼垛排序器,有效的解決由人工完成的勞動力浪費。
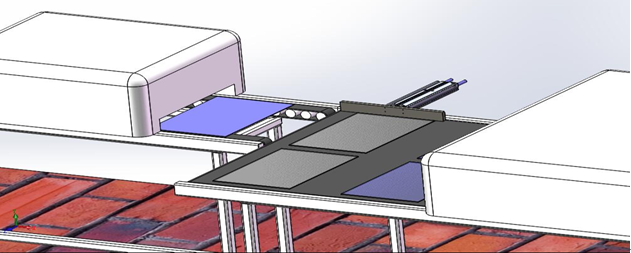
圖2.5
2.2 系統配置
2.3 技術參數
1) 機器人參數
重復定位精度:±2mm
標準循環時間:約3s≤~<4s
合成速度:800mm/s
可搬運質量:Max=10kg含機械手抓
臂工作范圍:±500mm
設置方法:地面安裝
符合標準:ANSI及CE標準
2) 系統參數
上料速度:約900≤~1200片/h
注:PLC預留1組I/O輸入接口,機器人系統要實現與原有設備并線且能夠控制整條生產線的啟停;
3 安裝調試培訓及驗收
3.1 安裝調試
1、賣方負責在買方現場完成所承制設備的安裝,買方提供行車、叉車及用電用氣、人員等的支持。
2、賣方在買方現場完成合同規定工件的單機和系統調試工作。
3.2 自動上料工作站的操作培訓
1、 自動上料工作站操作基礎培訓(在海科工控設備進行1人次3天的操作培訓)。
2、 賣方對買方進行系統操作編程培訓指導(在安裝現場進行2天)。
3、 涉及買方人員的差旅和交通住宿等費用未包含在內,由買方自行承擔。
3.3 驗收
驗收分為預驗收與終驗收。預驗收在賣方工廠進行,終驗收在買方工廠進行。
在設備達到以下條件時,買方必須進行預驗收和終驗收:
3.4 提供資料
賣方向買方提交如下技術資料:
1、 系統使用說明書:中文版1套。
2、 自動上料工作站操作說明書、保養說明書:中文1本。
3、 自動上料工作站控制器說明書:中文1本。
4、 電氣圖紙(原理、接線、柜內布置、電纜清單):1套(pdf格式)。
5、 設備(如:抓手、傳送帶)總裝圖紙及易損件零件圖:1套(pdf格式)。
6、 備件清單。
4 質量保證
1、 質保期: 自動上料工作站系統終驗收后一年內或自動上料工作站系統到達買方現場一年以內。
2、 在質保期間內,如果不是因為買方的責任而發生故障的情況下,維修用部品或者更換由賣方無償運輸至買方。
3、 即使在質保期間內,賣方將不承擔下述情況所發生的費用。
4、 購買后由于買受方或者第三者的不當修理、改造、轉移或者使用上不注意引起的損壞。
5、 由火災、水災、地震、雷電或其他不可抗力所引起的損壞。
6、 轉賣、轉讓、贈與第三方等情況。
7、 不按使用說明書上所要求的進行適當的維修保養作業而發生的損壞。
8、 即使在質保期間內,有關消耗品也不屬于質保的范圍。
9、 賣方的責任只限于本協議書所描述的內容,這之外的責任賣方不承擔。
5 買方責任
1、 需向賣方提供準確、詳細的相關工件、設備及車間布局的圖紙及足夠的鑄件。
2、 負責對現場進行改造以適合自動上料工作站系統的安裝要求。
3、 確保滿足條款“5.環境條件”中的所有條件。并負責把電源氣源接到賣方現場指定位置。
4、 根據實際情況制作空調房。
5、 負責提供充足的現場調試用工件,以及保證周邊設備的正常運行。
6、 對自動上料工作站系統的安裝調試提供必要的水、電、壓縮空氣、叉車行車等的使用支持。
7、 在設備達到驗收條件時負責對設備進行驗收。

 川公網安備51012202001782
川公網安備51012202001782