

刀具上卸料生產線方案
1. 適應產品規格
此工作站適應如下產品,若需要擴展,需重新評估: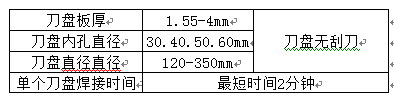
2. 項目的目的和意義
1) 項目的目的:
? 實現鋸片焊機的自動上卸料
? 消除因人工原因引起的設備焊焊機暫停,提高產能
? 減少人工成本
2) 項目意義在于通過工業機器人實現焊機工件的上卸料,提高設備的利用效率,提高公司產能,減少人工成本,實現公司效益的增加,提升公司綜合競爭力。
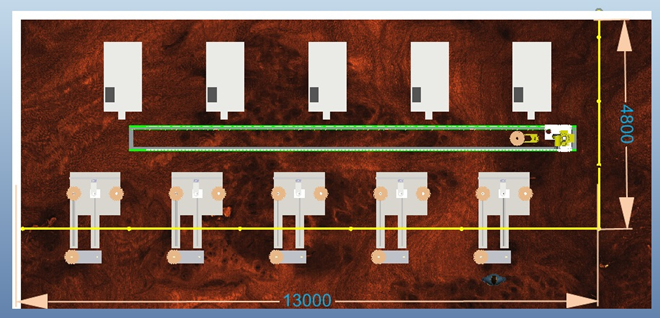
3. 主要設備布置圖及配置清單
1) 三維布局圖: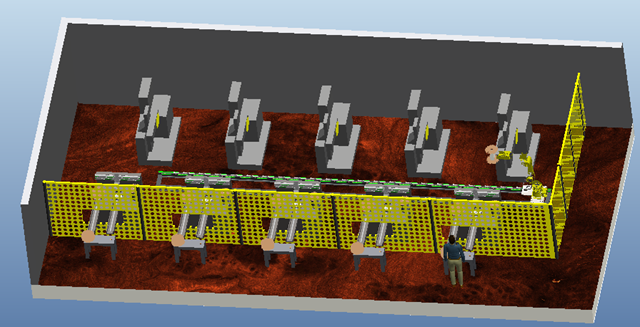
2) 主要設備清單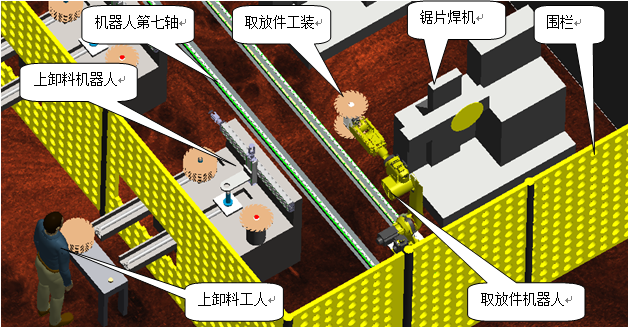
主要設備清單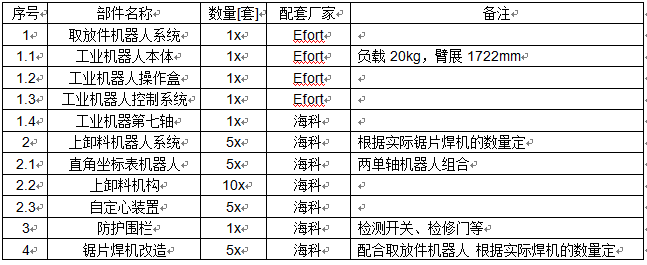
注:如以上配置發生變動,須有雙方確認的書面文件。
二、 系統功能及設備功能簡述
此系統為實現鋸片焊機的自動上下料而特別設計的。本系統選用一臺六軸工業機器人、自行設計機器人第七軸、直角坐標機器人、上卸料機構等,配套自動話控制系統和智能界面,采用人工對工件成組的下料和上料,完成產品從成組毛坯分揀——取毛坯——取成品——上毛坯(自動焊接)——放成品——成組堆放成品的自動化上下料。
1. 六軸工業機器人
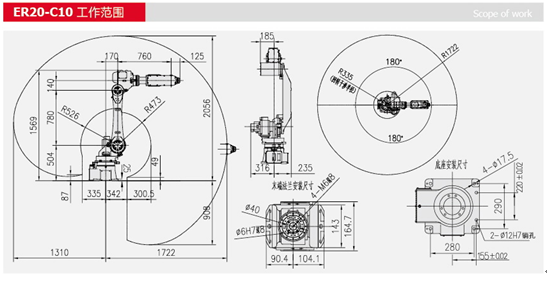
本系統選用efort六軸工業機器人,荷重20kg,工作半徑R1722mm,包括機器人本體、機器人控制柜、示教盒及供電電纜等。
機器人主要實現鋸片焊接的上下料。
? ER20-C10工業機器人結構緊湊,運動速度快,具有較高的重復定位精度和軌跡跟蹤精度,采用總線架構,擴展應用方便,適用于機床上下料、激光切割、打磨等行業。
? 機器人是開源節流的得力助手,能有效減低單位制造成本,提高生產效率;高度柔性的機器人自動化焊接系統能根據市場需求的波動靈活增減產量,還能加快產品轉換;機器人自動化系統的重復定位精度與一致性俱優,能長期確保優質穩定的產品質量與工藝控制;機器人能夠在嚴苛環境和高危環境下作業,適合高強度的重復性勞動,從而改善工人工作條件和安全性;并且機器人自動化系統一般占地較小,生產設施更緊湊,無需擴建廠房卻能達到擴大產能的目標。

2. 機器人第七軸
機器人七軸為機器行走機構,實現不同工位焊機之間的來回運轉。此機構采用伺服電機驅動,齒輪齒條傳動,直線導軌導向,底座采用型鋼焊接,分段制造、整體組裝。設計運動速度42m/min。具體結構見下圖。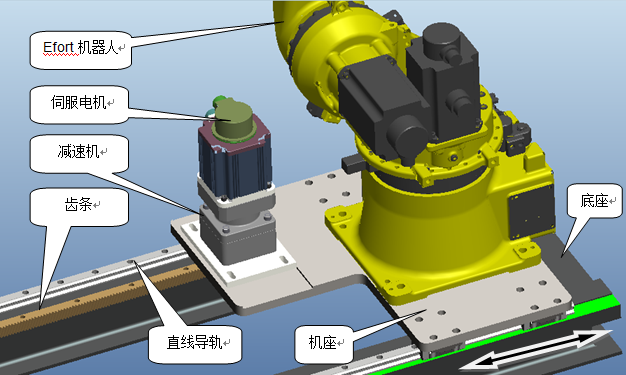
3. 取放件工裝
取放件夾具的設計原則是滿足抓取功能的同時縮短鋸片焊機的等待時間,故在夾具兩邊都設計有相同的抓手,以便在取完成品后立即裝上毛坯件。
工裝結構采用鋁制材料,目的是為減輕機器人的負載。采用三只電磁鐵組裝一只抓手,每只電磁鐵的能提供45N的吸力,確保在夾持過程中工件的穩固,同時三電磁鐵的設計提高抓手的可靠性,保證在有一只電磁鐵損壞的情況下也能正常工作。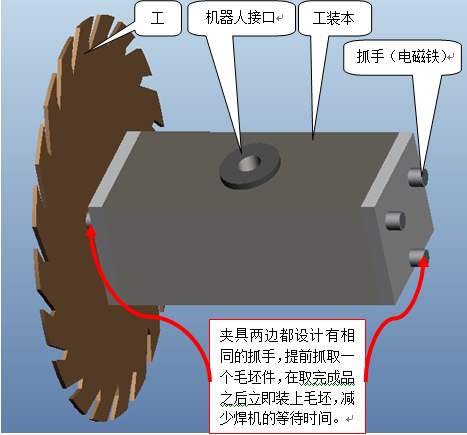
4. 上卸料機器人系統
此系統由上卸料機器人、上卸料機構、自定心裝置構成。用于實現成組毛坯的分揀、成品成組疊放、成組毛坯及成品的輸送、單件毛坯及成品的搬運及取放件機器人抓取工件之前對工件的自動定心。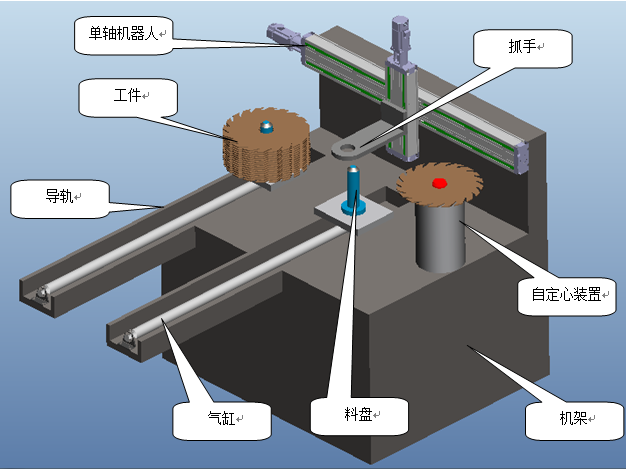
? 上卸料機器人用于分揀毛坯和疊放成品(可以實現輕放)。主要由兩個各單軸機器人和抓手構成。通過直角坐標運動,將毛坯或成品工件在料盤和自定心裝置之間來回搬運。
單軸機器人采用海科標準模組和伺服電機及驅動構成。海科模組具有功能穩定、結構可靠、經濟實惠及防塵等優點。
抓手采用同取件工裝相似設計,采用三只電磁鐵及必要結構組成抓手。
? 上卸料機構用于在圍欄內外搬運成組的毛坯或工件。主要由無桿氣缸、直線導軌、托盤及料盤構成。主結構上采用C型槽設計;托盤上設計通用接口,方便在更換不同內徑工件時更換料盤。
? 自定心裝置的設計是為了給取放件機器人一準確位置,方便在抓取之后準確將工件裝載鋸片焊機上。
5. 防護圍欄
將所有運動設計布置與圍欄內,可以為工人及其他相關人員提供一個安全可靠的工作環境。圍欄布置有檢修門,布置必要的檢測開關,并與整套控制系統聯動,在設備正常工作時,假如有人員闖入,將立即停止所有設備的運轉,確保人員安全。
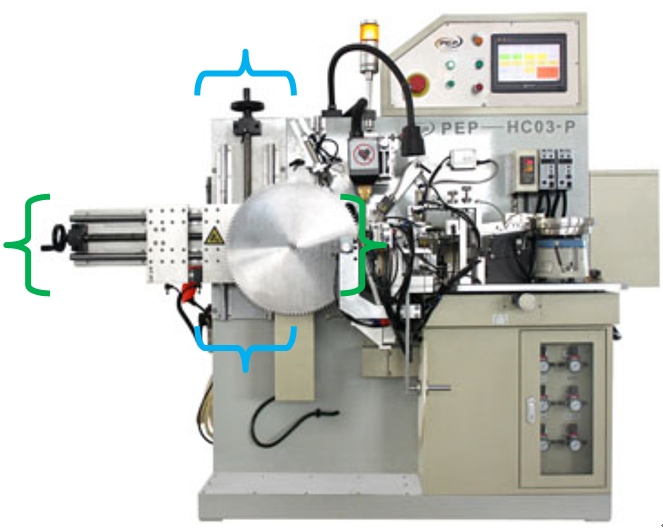
6. 焊機設備改造
為了取放工件時機器人有足夠的空間活動,避免與鋸片焊機的干涉,需要對焊機上裝載工件的兩個活動軸進行自動化改造(下圖括號標記區域)。
具體改造措施:將現有的手搖手柄改為拆下,加裝步進電機、減速器、限位開關及連接板。此改造可以增加原油焊接的自動程度。通過控制將取放件位置向左移動,通過取記信號,取放件機器人可以準確知道取放件位置,便于取放件,避免干涉。
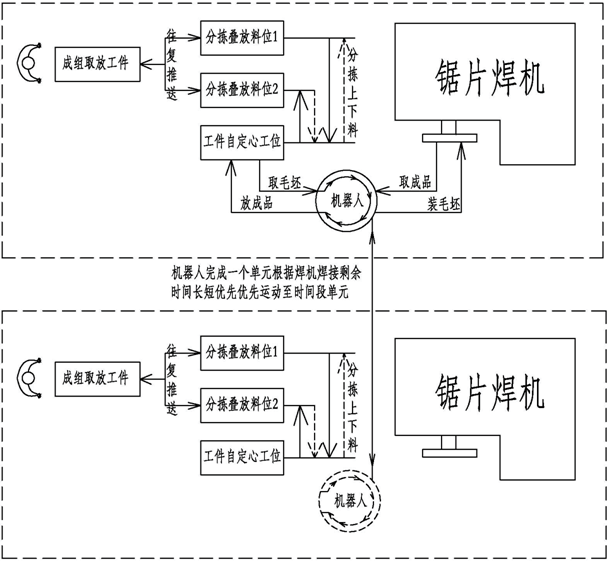
三、 工藝過程簡述
1. 工藝流程圖
固定單元:鋸片焊機 + 上卸料機器人系統 數量五套(由實際鋸片焊機數量決定)
活動單元:取放料機器人 數量一套
每套固定單元與活動單元組成一個流程:
2. 生產節拍
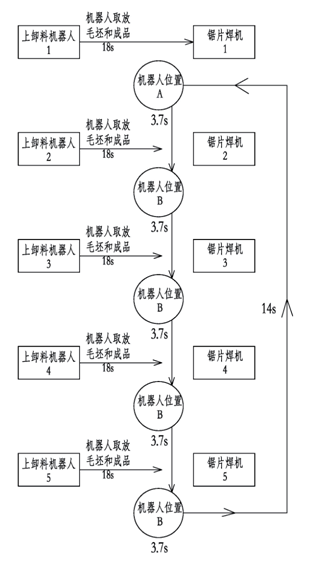
? 機器人取放工件節拍
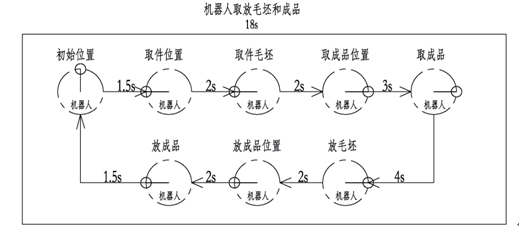
? 取放件機器人走完一個流程的節拍
機器人走完一個循環時間=18*5+3.7*4+14=118.8s≈2min 這與每臺機器的短焊接時間2分鐘匹配。從而確保每臺焊接焊接完成后取放件機器人都能到位。
? 鋸片焊機焊接節拍
根據焊機的焊接速度。每焊接完成一個工件所需要的時間2分鐘,再加上從取件到放件的6秒中,鋸片焊機的節拍126秒。
? 上卸料機器人節拍
因為每臺焊機都有一個上卸料機器人,故只需要在焊機焊接時間2分鐘內完成即可。具體節拍如下:
取成品2s——搬運成品2s——疊放成品4s——運動直取毛坯位3s——取毛坯2s——
搬運毛坯2s——放毛坯2s
總循環時間=2+2+4+3+2+2+2=17s
? 人工成組上料和卸料節拍
設計每個料盤盛放15件毛坯或工件,根據每臺焊機焊接的運行時間126s,焊接完成15件工件所需時間=15*126=31.5分鐘,總共五臺鋸片焊機,故每個臺焊機的成組上卸料時間位為31.5/5=6.3分鐘。有充足的時間供工人完成成組工件的上卸料。
四、 環境條件
五、 設計條件
? 設計開始時,買方提供需要的工件毛坯和成品圖紙、工件種類數量、場地尺寸及其他相關信息。提供信息不完全或臨時增加設計條件導致設計制造成品怎加的時候,另行追加報價要求。
? 賣方設備的顏色(機器人除外)等根據買方的要求進行設計。若買方無特別要求,將根據賣方標準進行設計。
? 買方提供足夠數量的工件以供賣方調試。
六、 安裝調試培訓及驗收
1. 安裝調試
? 賣方負責在買方現場完成所承制設備的安裝,買方提供行車、叉車及用電用氣、人員等的支持。
? 賣方在買方現場完成合同規定條款的系統調試工作。
2. 機器人及系統的操作培訓
? 賣方提供機器人操作基礎培訓。
? 賣方對買方進行系統操作編程培訓指導。
? 涉及買方人員的差旅和交通住宿等費用未包含在內,由買方自行承擔。
3. 驗收
驗收分為預驗收與終驗收。預驗收在賣方工廠進行,終驗收在買方工廠進行。
在設備達到設計生產節拍條件時,買方必須進行預驗收和終驗收:
4. 提供資料
賣方向買方提交如下技術資料:
? 系統使用說明書:中文版1套。
? 機器人操作說明書、保養說明書:中文1本。
? 機器人控制器說明書:中文1本。
? 電氣圖紙(原理、接線、柜內布置、電纜清單):1套(pdf格式)。
? 設備總裝圖紙及易損件零件圖:1套(pdf格式)。
? 備件清單。
七、 主要元器件制造商
八、 質量保證
? 質保期:設備終驗收后一年內或到達買方現場一年以內。
? 在質保期間內,如果不是因為買方的責任而發生故障的情況下,維修用部品或者更換由賣方無償運輸至買方。
? 即使在質保期間內,賣方將不承擔下述情況所發生的費用。
i. 購買后由于買受方或者第三者的不當修理、改造、轉移或者使用上不注意引起的損壞。
ii. 由火災、水災、地震、雷電或其他不可抗力所引起的損壞。
iii. 轉賣、轉讓、贈與第三方等情況。
iv. 不按使用說明書上所要求的進行適當的維修保養作業而發生的損壞。
v. 即使在質保期間內,有關消耗品也不屬于質保的范圍。
vi. 賣方的責任只限于本協議書所描述的內容,這之外的責任賣方不承擔。
九、 買方責任
? 需向賣方提供準確、詳細的相關工件、設備及車間布局信息。
? 負責對現場進行改造以適合機器人系統的安裝要求。
? 負責提供充足的現場調試用工件,以及保證周邊設備的正常運行。
? 對機器人系統的安裝調試提供必要的水、電、壓縮空氣、叉車行車等的使用支持。
? 在設備達到驗收條件時負責對設備進行驗收。

 川公網安備51012202001782
川公網安備51012202001782